

啤酒廠生產廢水采用UASB—SBR工藝的處理效果
在啤酒廠制造產品時產生的廢水水質大部分成分:COD50 000~60 000 mg/L, NH3-N 23.6 mg/L,TP 16.5 mg/L, pH 為4~5。UASB 反應器中接種1 L厭氧污泥,進水采用啤酒加原水的方式馴化污泥,用自來水稀釋進水濃度。通過添加碳酸氫銨和磷酸二氫鉀,以確保厭氧污泥與廢水充分接觸。反應初期待厭氧出水COD去除率達到90%以上。
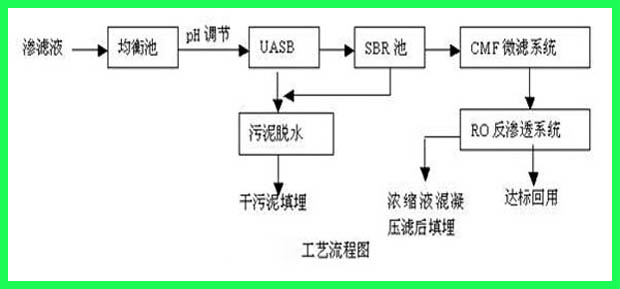
以UASB 穩定運行階段的出水作為好氧SBR 進水,此過程消耗氧氣,而且供氧速率小于好氧速率,溶解氧下降,隨著反應的進行,污染物逐步被生物降解,系統中耗氧速率已經低于供氧速率,溶解氧逐步提升。
從總的運行來看,UASB具有較強的抗廢水沖擊能力,處理效果穩定。將UASB和SBR兩種處理單元進行組合,所形成的處理工藝突出了各自處理單元的優點,使處理流程簡潔,節省了運行費用,而把UASB作為整個廢水達標排放的一個預處理單元,在降低廢水濃度的同時,可回收所產沼氣作為能源利用。啤酒廢水經處理后,達到《污水綜合排放標準》(GB 8978—1996)的一級標準。
在啤酒廠廢水處理工藝中UASB的主要優點:污泥濃度高,有機負荷高,無混合攪拌設備,靠發酵過程中產生的沼氣的上升運動,使污泥床上部的污泥處于懸浮狀態,污泥床不填載體,節省造價及避免因填料發生堵賽問題,UASB內設三相分離器。SBR的主要優點:理想的推流過程使生化反應推動力增大,效率提高,池內厭氧、好氧處于交替狀態,凈化效果好, 運行效果穩定,需要時間短、效率高,出水水質好,耐沖擊負荷,工藝過程中的各工序可根據水質、水量進行調整,運行靈活,處理設備少,構造簡單,便于操作和維護管理。
高達環保科技有限公司經多年實踐經驗,眾多實際案例總結厭氧-好氧組合工藝在酒精廢水的處理中應用十分廣泛。一方面厭氧處理過程中產泥量少,運行費用低,產生的沼氣可用來發電、產蒸汽、制取生物天然氣等。



